噴涂技術在工業生產中有著廣泛的應用,它可以將涂料均勻地涂覆在物體表面,起到保護、裝飾和功能作用。然而,在噴涂過程中,由于各種原因,常常會出現各種問題,如涂層質量不佳、涂層脫落、噴涂效率低等。下面將對噴涂過程中常見的問題進行分析,并提出相應的解決方案。
01、流掛
涂料在被涂物的豎直面自上而下流動,使涂膜產生不均勻的流痕的現象。根據流痕的形狀可分為下沉、流掛、流痕流淌等。

原因分析:
(1)所用溶劑揮發過慢或涂料不配套。
(2)涂料一次噴的過厚,噴涂操作不當。
(3)環境溫度過低或周圍空氣的溶劑蒸氣含量過高。
(4)涂料粘度偏低。
(5)涂料中含有密度大的顏料。
(6)某些基材易發生流掛。
解決方法:
(1)正確選擇溶劑,注意溶劑的溶解能力和揮發速度。
(2)提高工人噴涂操作的熟練程度,涂層厚度應均勻,一次不宜噴涂過厚,一般控制在 20um 左右為宜。如需一次噴得 30um—40um 的涂膜,則要采用濕碰濕工藝(適用于熱固性涂料)。
(3)嚴格控制涂料的施工粘度和環境溫度。
(4)加強換氣。
(5)在舊涂膜上涂裝新涂料時要先打磨。
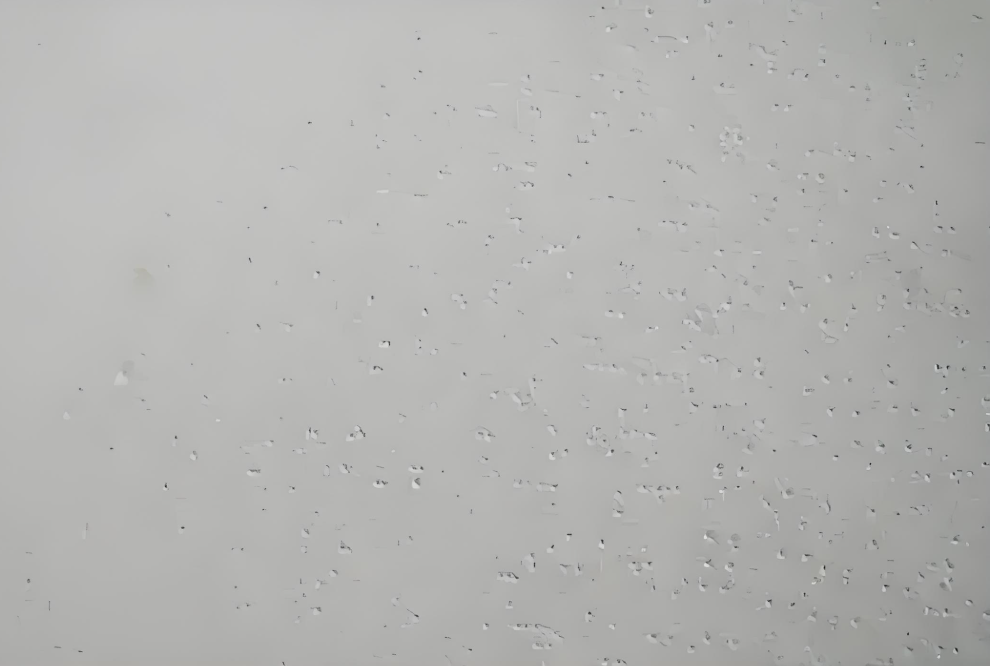
02、顆粒
涂裝中異物呈顆粒狀,分部在整個或局部涂膜表面上的現象,稱為顆粒。由混入涂料中的異物或涂料變質而引起的顆粒稱為顆粒;由金屬閃光涂料中的鋁粉在涂膜表面造成的突起異物稱金屬顆粒;在涂裝時或剛涂裝完的濕膜上附著的灰塵或異物稱為塵埃。

原因分析:
(1)涂裝環境空氣的清潔度差,如調漆室、涂裝室、靜置區和烘干室內有灰塵。
(2)容易沉積的涂料未經充分攪拌或漆皮被攪拌混雜在涂料中未經過濾除去。
(3)被涂表面不潔凈或操作者工作服、手套上有灰塵。
(4)涂料變質,如漆基析出或反粗,顏料分散不佳或產生凝聚, 有機顏料析出,閃光色漆的漆基中鋁粉分散不良等。
解決方法:
(1)調漆室、涂裝室、靜置區的供給空氣除塵要充分,確保涂裝環境潔凈。
(2)涂料應充分攪拌均勻,并在供漆管上安裝過濾器。
(3)被涂物表面應清潔,例如可用粘性擦布擦凈灰塵或用離子化空氣吹凈塵埃。操作人員操作時不應穿戴容易脫落的工作服及手套。
03、露底、蓋底不良
露底是由于漏涂而產生的,俗稱為缺漆。蓋底不良是指涂料經涂裝干燥后,涂膜太薄露出底材顏色的現象。

原因分析:
(1)涂料配料時組分比例不對,例如顏料的量不夠,造成遮蓋能力差。
(2)涂料施工粘度偏低,涂膜過薄或使用前未充分攪拌均勻。
(3)被涂物外形復雜,使其某些部位產生漏涂現象。
解決方法:
(1)選用遮蓋力強的涂料。
(2)適當提高涂料施工粘度,在使用前充分攪拌均勻,涂膜應達到規定厚度。
(3)對于復雜的被涂物需仔細涂裝,不得漏涂。
(4)盡量選用底漆和面漆相似的顏色涂料。
04、針孔
在涂膜上產生如針尖刺出樣的小孔或如皮革表面的小孔。
原因分析:
(1)涂料施工粘度過大,流平性、釋放氣泡性差。
(2)涂料中混入油、水,造成涂膜表面出現針孔。
(3)涂料在儲運和使用過程中變質。
(4)涂膜干燥快,或被涂物沒有經過晾干即直接進入高溫烘烤, 使涂料急劇產生聚反應,溶劑蒸發時沖破表層涂膜造成針孔。
(5)涂裝環境的濕度過大,或被涂物表面上有污物和小孔。
解決方法:
(1)選用合適的涂料,對容易產生針孔的涂料應加強檢驗,涂料粘度的調制要嚴格執行工藝規范。
(2)注意涂裝工具、涂料、稀釋劑的清潔,防止細小顆粒等雜質混入涂料中。
(3)加強涂料檢驗,不合格的涂料不投產。
(4)嚴格按照工藝規定,涂裝后先晾干,再送入高溫區烘烤。
(5)改善涂裝環境,注意涂物表面的清潔度,從根本上消除表面上的小孔。
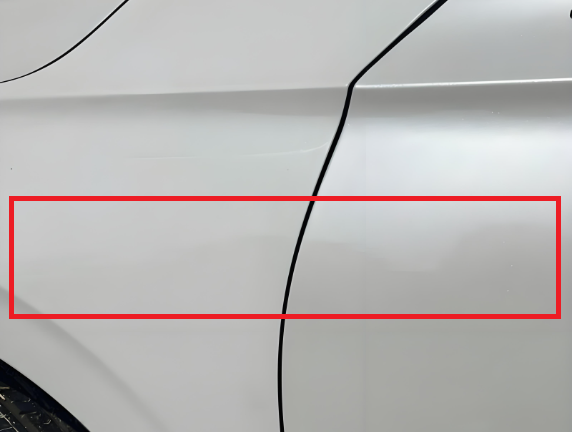
05、色差
涂裝后涂膜的光澤、色相與標準樣板有差異或補涂部位與原涂膜的顏色不同的現象。
原因分析:
(1)所用涂料各批之間有較大的色差,或更換顏色時,涂裝工具和設備未清洗干凈。
(2)被修補部位打磨不良產生光澤不均。
解決方法:
(1)對涂料應加強檢驗,防止色差大的涂料入廠。換色時,應對涂裝設備、工具和輪漆管道進行徹底清洗。
(2)盡量少補漆,特別是局部修補。補漆部位應仔細打磨,修補面積盡量擴大到表面有明顯分界線的位置。
06、起泡
干燥后的涂層表面呈現微小的圓珠狀小泡,一經碰壓即破裂。

原因分析:
(1)涂裝后,立即進入高溫烘烤,表面溶劑立即揮發,并干燥成膜,內部溶劑來不及揮發將表面涂層頂出小泡。
(2)涂裝前,被涂物表面不干凈,涂料或稀釋劑中混入水油等。
(3)涂層過厚或涂料粘度過大。
解決方法:
(1)嚴格執行工藝規定的各層涂料要求的干燥溫度和時間,升溫不宜過急。
(2)保證被涂物表面潔凈,嚴格控制噴涂用的壓縮空氣中不準混入水、油等。
(3)涂料的施工粘度應符合工藝規范,涂層不能過厚。
(4)可在涂料中添加醇類溶劑或消泡劑。
07、橘皮
涂膜上出現類似橘皮狀的皺紋表層。

原因分析:
(1)涂料粘度過大,流平性差。
(2)噴槍嘴口徑過大,壓縮空氣壓力不足,霧化效果不好,噴涂距離不適當。
(3)噴涂室中風速不足,晾干時間短。
(4)涂膜厚度不足,晾干時間短。
(5)被涂物和環境溫度偏高。
解決方法:
(1)按照工藝規定調制涂料粘度,溫度低時粘度稍大,溫度高時粘度應稍小。適當添加流平劑,改善涂料的流平性。
(2)調節槍嘴的口徑和噴涂距離,選擇合適的壓縮空氣壓力, 使霧化達到最佳效果。
(3)涂室內風速應調至工藝規定要求,選擇高沸點、揮發性慢的有機溶劑。
(4)在不發生流掛的情況下,一次噴涂應達到規定厚度,并適當延長晾干時間,不宜過早進入高溫烘干室。
(5)被涂物的溫度冷卻到 50 攝氏度以下,涂料和噴涂室內氣溫應維持在 20 攝氏度左右。
08、膩子裂痕
被涂物表面刮過膩子的部位產生失光或間段痕跡的現象。

原因分析:
(1)刮過膩子的部位打磨不足,且收縮性大,固化后變形。
(2)膩子層吸收漆,刮后未涂封閉底漆。
解決方法:
(1)選擇收縮性小膩子,對刮膩子的部位進行充分打磨。
(2)選擇與底層顏色相同的膩子,打磨后應補涂漆或中間涂料。
09、掉色
涂膜徹底干燥后,用干凈擦拭時,擦布上粘有涂層著色的現象。
原因分析:
(1)主要是涂料中顏料滲透到涂膜表面所致,其中有機顏料滲透更為嚴重。
解決方法:
(1)盡量選用不掉色的涂料.
(2)在所選的涂料中,添加漆基或對被涂物進行罩光。

![]()
如何生產出滿足社會需要的高質量產品成為全行業的共同話題。世晟集團作為涂裝設備研發、生產、銷售、技術服務為一體化的系統集成商廠家,在基于涂裝智能機器人涂覆、上料、下料、智能運輸系統、視覺識別和自動溫控調適等方面擁有可形成技術壁壘的領先優勢。我們一直秉承著以信譽求發展,以質量求生存的原則,在提高產品質量方面不斷投入,大力研發。從產品外觀和結構的設計到生產中焊接噴涂等各個環節都進行科學智能精準的質量把控和精益求精的技術發展精神。未來世晟集團將繼續為廣大客戶朋友提供更優秀的技術服務和降本增效方案,打造更高質量的產品。